OPHIR激光测量系统BW-NIR-2-50-AM
- 品 牌:OPHIR
- 型 号:BW-NIR-2-50-AM
-
技术资料:
 OPHIR激光测量系统BeamWatch AM系列.pdf
OPHIR激光测量系统BeamWatch AM系列.pdf
- 阅读次数:177
产品介绍
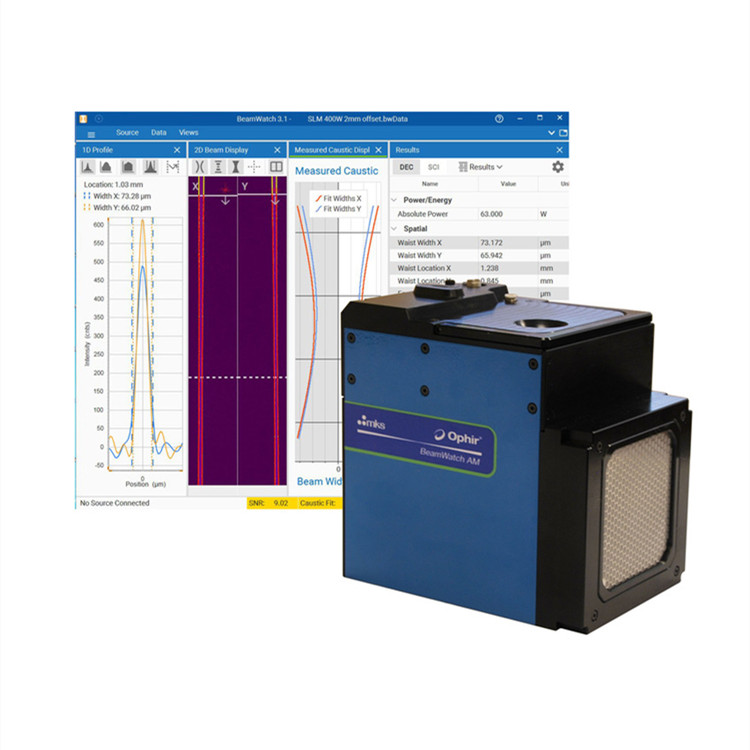
快速成型制造(AM)已经重组了原型、开发和高等级设计机械部件的制造方式。直接激光熔融、选择性激光烧结或三维金属打印正迅速成为传统金属去除技术无法制造的设计的标准。要使用符合航空国防部标准或 FDA 要求的激光增材制造工艺制造出一致、坚固的结构,冶金须一致,并且需要已知尺寸、功率密度和焦点位置的激光束。高质量的三维激光打印工艺要求激光器提供正确的功率、正确的分布并聚焦在正确的位置。为确保零件的一致性和结构的合理性,应在制作任何关键零件前后直接测量这些参数。随着 AM 系统在大规模生产金属零件方面的普及,所生产的零件尺寸越来越大,而细节却越来越精细。这就要求增加 AM 室,配备更大的粉末平台和更长的激光焦距。同时,它们还配备了功率更大、焦斑更小的激光器。Ophir 专用于 AM 系统的仪器能够满足现代 AM 室和激光器的精度要求,可以准确测量焦斑尺寸和位置、激光轮廓以及功率分布。它们还能测量这些参数随时间的变化情况,以帮助保持制造部件的质量和可重复性。
性能特点
高质量三维激光打印工艺
确保零件的一致性和结构的合理性
激光器功率更大、焦斑更小
可准确测量焦斑尺寸和位置、激光轮廓以及功率分布
保持制造部件的质量和可重复性
可选功能与配件
转 Cu 镜和弹簧 更换镜 SP90611
技术参数
产地:美国
零件编号:SP90470
光束轮廓分析波长:1060 至 1080 nm
Min功率密度:1.5 兆瓦/平方厘米
Min聚焦点:50 μm
入口/出口处Max光束直径:6 mm(使用 Halo 光圈时为 4.5 mm)
ISO 11146 测量:自我监控;将在测量值旁边显示 ISO
功率计/光束转储
测量功率:50 至 1000 W
Max暴露功率:1000 W,持续 2 分钟
精度:NIST 可追溯校准,± 3 %
冷却时间:如果使用到Max曝光,风扇冷却时间为 20 分钟
BeamWatch AM 软件:在用户提供的 PC 上运行;数据以 ASCII 和 HDF5 格式保存
可打印关键测量数据和图形;校准证书
功率传感器:NIST 可追溯
JUNO USB 转换器:NIST 可追溯
相机:经认证
从设备底部到对焦位置的距离:可溯源至 NIST/国家实验室
与 PC 的通信:USB 2.0 和 USB 3.0
电源:110 至 220 V AC 50/60 Hz
颗粒清洗:清洁干燥气体
重量:17 磅
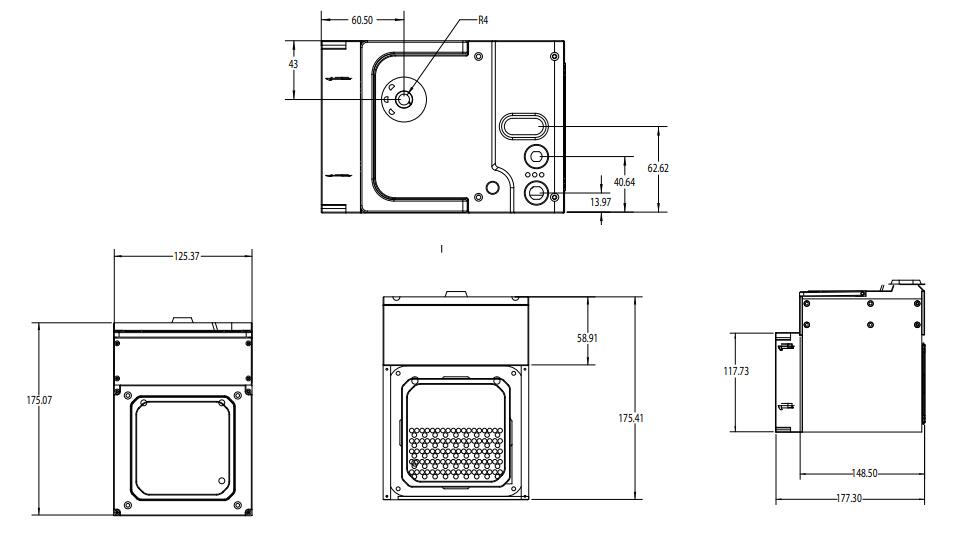
尺寸:7.03 x 4.96 x 7.16 英寸;178.57 x 126 x 181.92 mm
符合认证:CE、UKCA、中国 RoHS
产品尺寸
产品应用
材料加工、增材制造、科学、IPL、光纤、眼睛防护、VCSEL、太赫兹测量、电信、汽车、直接能源、UVA






 津公网安备12010102000945号
津公网安备12010102000945号